Welding
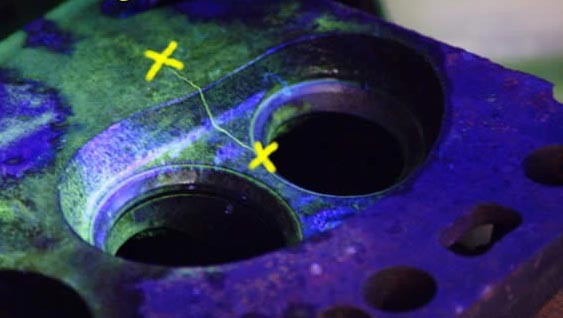
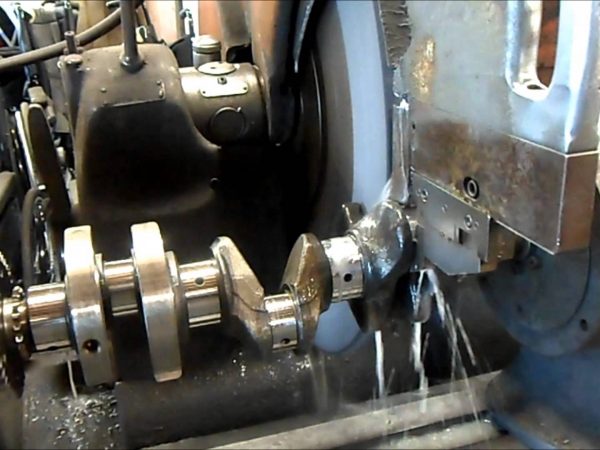
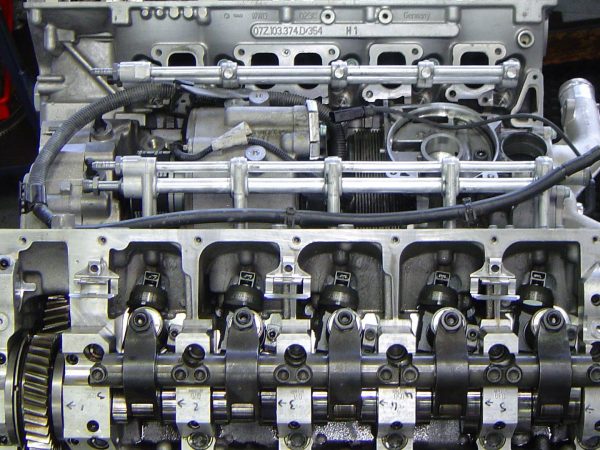
Think your Cylinder Head is buggered” If it’s rare or valuable there is a good chance we can repair it like this one. Welding is common practice in engine reconditioning, from welding up corroded water jackets on both cast iron and alloy heads, cracks in cast iron exhaust manifolds to more specific tasks like repairing cast iron and alloy cylinder blocks after a connecting rod has punched a hole in the side. We specialize in both TIG and Arc welding. Give us a call or e-mail me with photos of your disaster.